 EN
EN
— 产品中心 —
 全国服务电话 075528990558
全国服务电话 075528990558 地址:深圳市龙岗区南联向银路71号汇川科技园华鹏艾伟大厦A栋
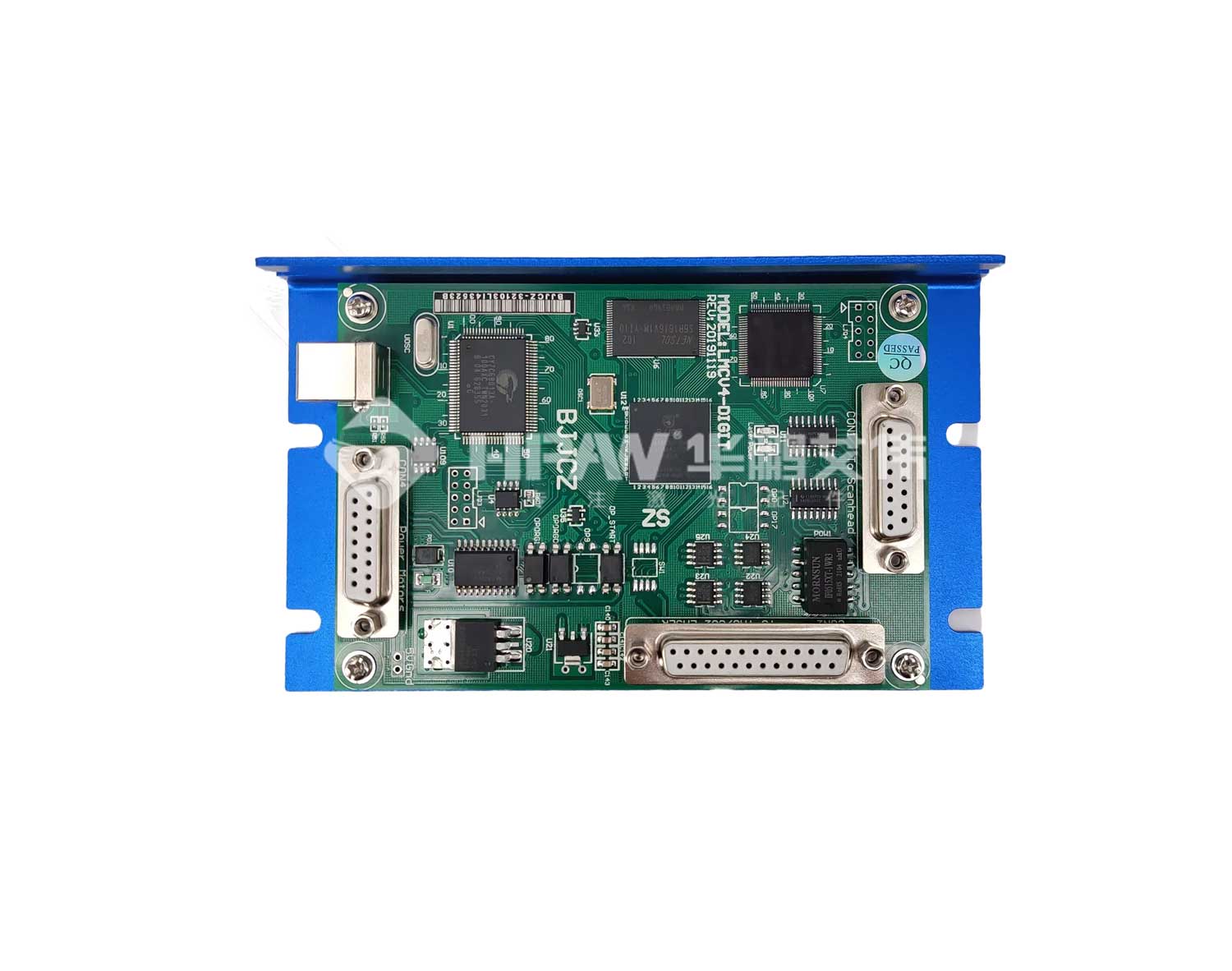
深圳市华鹏艾伟科技CNC2000运动控制卡数控系统软件基于Windows,采用DSP技术开发,硬件采用PCI接口,具有4轴联动功能。已在多个厂家生产的焊接机、切割机雕刻机配套应用,系统成熟。……
产品详情
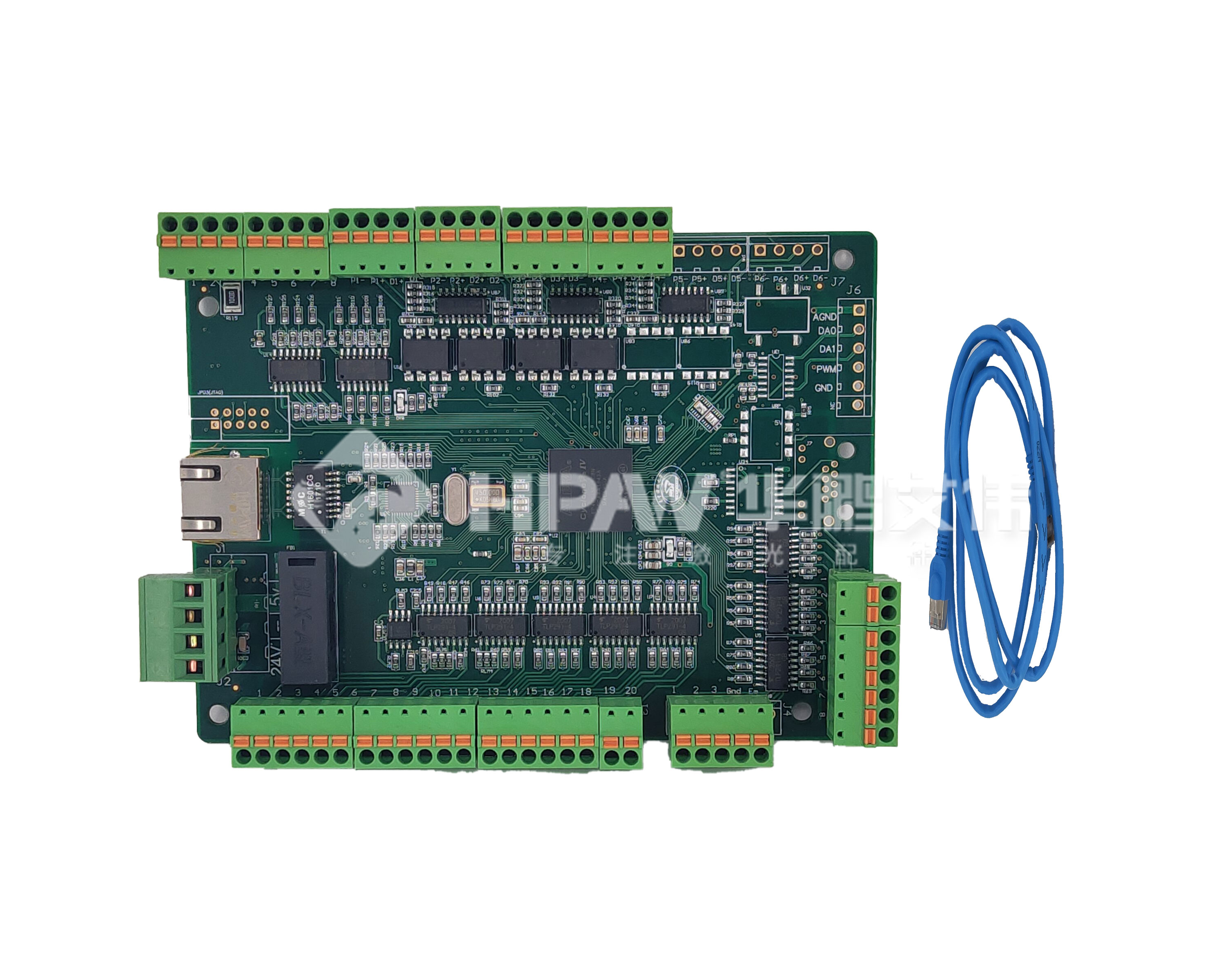
深圳市华鹏艾伟科技CNC2000运动控制卡数控系统软件基于Windows,采用DSP技术开发,硬件采用PCI接口,具有4轴联动功能。已在多个厂家生产的焊接机、切割机雕刻机配套应用,系统成熟。
与其他数控系统相比,华鹏艾伟的CNC2000运动控制卡系统主要有以下优点:
系统具有自动编程功能和加工轨迹自动优化功能。其他系统都没有加工轨迹自动优化功能。
系统采用DSP技术,可在任意Windows系统下运行。有的系统只能在Win98下运行。采用电脑控制,操作方便;速度比原PLC控制快、操作、编程方便。通过X、Y、Z三轴另加一根旋转轴联动,实现四轴联动焊接或切割。
价格便宜:数控系统与运动控制一起。
系统主要功能:
联动轴数:4轴4联动程序校验功能MDI功能/增量编程(G90、G91)英制、公制、脉冲数编程(G20、G21、G22)镜像功能(G24、G25)缩放功能(G50、G51)自动、点动、步进、手摇、回零功能快速定位(G00)、直线插补(G01)圆弧插补(G02、G03)暂停(G04)、螺纹功能(G33)设置/返回电器原点(G29、G30)反向间隙补偿、光斑半径补偿(G40、G41、G42)坐标旋转功能(G68、G69)子程序调用静态/动态仿真自动加减速控制空载步进频率:200000Hz
AutoCAD图形文件转换功能(PLT文件、DXF文件)
CNC2000 数控系统软件安装与操作简介
1 软件可在任意Windows系统(WinXp Win2000 Win98 Win'me Win95)下运行。
2 安装硬件:将运动控制卡垂直插入计算机PCI插槽中。启动计算机机后,出现“找到新硬件 PCI_card”对话框,然后按“下一步”,直到“完成”。
(注:个别国产工控机主板不支持CNC2000PCI卡。所有通用计算机和进口工控机全支持。)
3 软件安装:可运行setup安装程序。也可直接将bin目录copy到硬盘上。
(注:copy后,有时数据文件的属性会变为“只读文件”,应将只读属性去掉。)
4 进入软件:点击执行文件cnc2000.exe (或创建快捷方式)。
5 编程与运行:采用国际标准G代码编程。在“文件”菜单下点击“新建”, 开始编写一个新程序,编完后应该保存程序(可按F2键保存)。按“运行”后,弹出“运行对话框”。按上、下、左、右键头手动移动工作台;按“开始”自动运行。
6 激光划片:选“图形与转换”菜单下的“划片编程”,自动编划片程序。
7 自动编程:选“图形与转换”菜单下的“自动编程”进入图形编程与dxf文件转换功能。 按工具栏上“打开.dxf”文件,进行CorelDRAW或AutoCAD画的dxf文件转换。按工具栏上“保存.n”文件,自动转换为数控程序。 保存后自动返回到CNC2000。
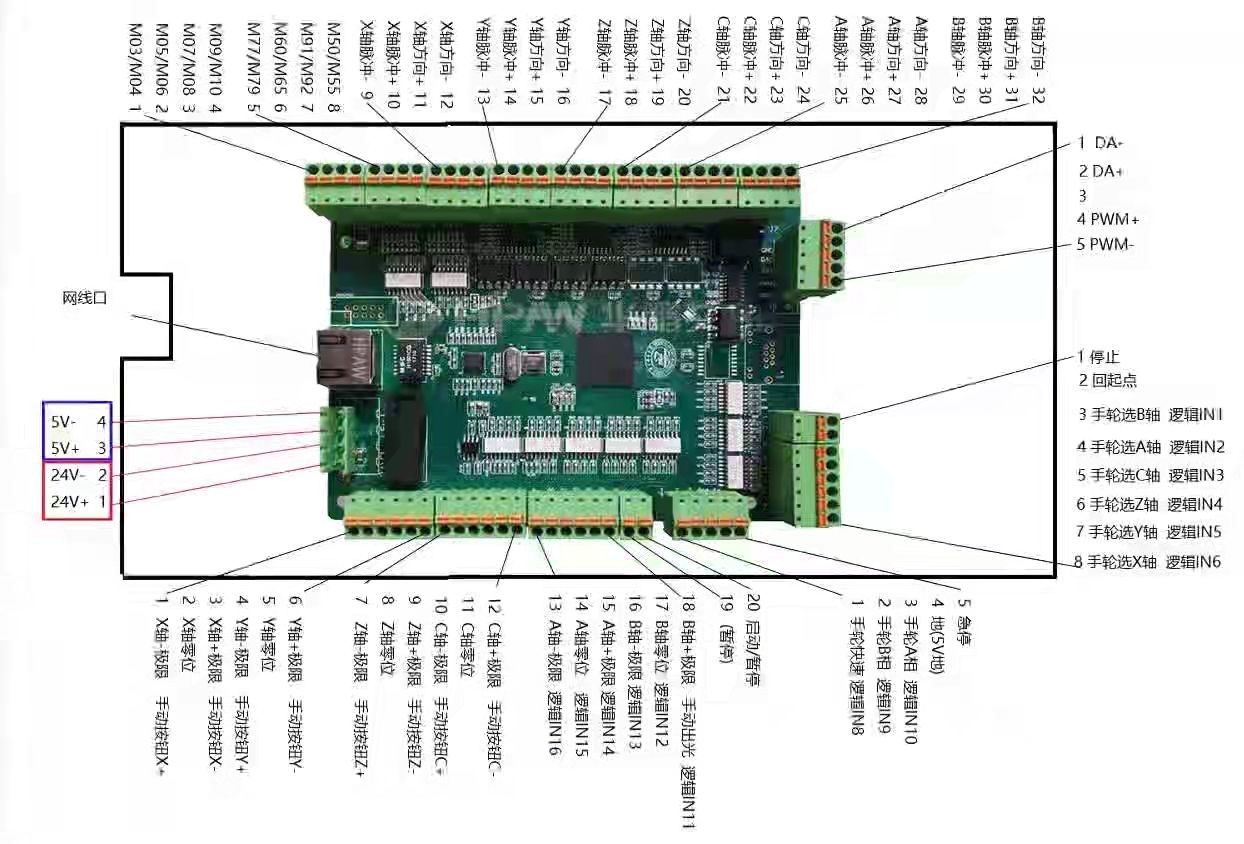
8 外部接口:输出为集电极开路,将输出端口对I/O地接通/断开。极限、零位开关输入为“低电平有效”(对24V地)。
9 参数设置口令为:2000
高级应用技巧:
1 “刀具半径补偿”:由dxf图形文件转换后,可采用“按尺寸缩放所有图形”功能将所有外轮廓扩大1个半径值,将所有内孔缩小1个半径值。注:外轮廓用顺时针方向,内孔用逆时针方向。
2 “匀速走轨迹”:用G64、G60功能实现匀速走轨迹。G64表示匀速开始,G60表示匀速结束。注:匀速走轨迹要求相邻2直线的夹角接近180度,否则要求加圆弧过渡。
3 回零时直接回到加工起点:在参数设置中设置x、y零位偏置,则回零时,工作台先找机械零点,然后直接回到所设置偏置点。
4 延时设置,有些M指令需要一定延时,可在延时设置中统一设置,从而可以简化程序,不需再写“G04 T延时”代码。
5 加工顺序:如在切割中,需要现切内孔、后切外轮廓,由dxf图形文件转换后,用“恢复零件”功能将所有“轮廓”恢复为单个零件,再用手动“重排序”或“自动排序”功能改变加工顺序。
6 软件有中文界面和英文界面。在\Sconfig\language.lib文件中设置:设置CHINESE为中文界面;设置 ENGLISH 为英文界面。
以上只是CNC2000运动控制卡网卡(4轴/6轴)简单介绍,如需要更详细的CNC2000运动控制卡网卡(4轴/6轴)资料信息,请联系华鹏艾伟对应销售人员。
上一篇:激光切割控制系统
相关推荐
华鹏艾伟是一家专业的激光打标机配件、激光焊接机配件、激光切割机配件等激光全套配件综合解决方案品牌供应商和批发商!
地址:深圳市龙岗区南联向银路71号汇川科技园华鹏艾伟大厦A栋 TEL:0755-28990558服务热线